
Вопрос с регулировкой тепловых зазоров является классическим: каждый должен уметь менять шайбы на толкателях 8-клапанника. Но есть «вредный совет», который относится к мотору ВАЗ-21116: дескать, для клапанов выпуска зазор лучше сделать равным 0,40, а допуск пусть составляет 0,05 мм. В действительности требования не поменялись со времён двигателя 11183: средние цифры должны равняться 0,20 и 0,35. Следуя «вредным советам», получают одно – мотор на холодную «стучит». И это – для значения 0,40! Его ещё надо суметь выставить, а может получиться и 0,45… И тогда 4 из 8 клапанов на Ладе Калине наша регулировка убьёт. Речь идёт о семействе Калина 2, где единственным 8-клапанником был мотор 21116





Все шаги по регулировке клапанов «от и до»
Сначала, взяв крестовую отвёртку, ослабляем хомуты на трёх подводящих шлангах. Эти шланги соединены с крышкой ГБЦ. Каждый хомут зажат крестовым винтом (см. фото).
Удаляем всё лишнее
Отсоединив все шланги, можно снять кронштейн крепления ресивера. Понадобится торцовый ключ «на 10», чтобы выкрутить три гайки.
Вторая лишняя деталь – кронштейн
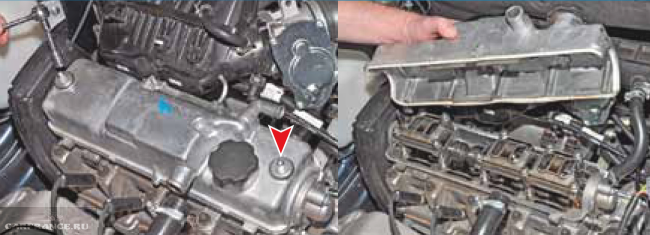
Если будут вывернуты даже шпильки – не беда, их можно закрутить обратно. Тем же ключом «на 10» откручиваются гайки на крышке.
Толкатели уже видны!
Под гайками находятся шайбы, которые важно не потерять.
На любом авто, в том числе на Ладе Калине, регулировку клапанов проводят так: вращают шкив коленвала, переводя распредвал в нужное положение. Шкив распредвала нужно открыть – для этого снимается кожух.
Подготовка к проверке
Ключом-шестигранником «на 6» откручивают крепёж верхней крышки. Число винтов здесь равно четырём.
Верхний кожух, закрывающий ремень ГРМ
Когда крышка снята, выполняют основное действие:
- За винт крепления шкива генератора нужно вращать коленвал, чтобы получить совмещение меток (см. фото). Понадобится ключ «на 17».
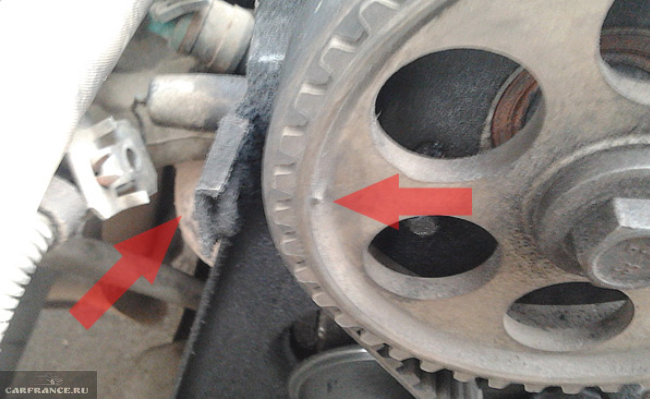
Шкив распределительного вала, метки - Не прикасайтесь к винту, крепящему шкив распредвала!
- Первой паре клапанов (3 и 1) угол «0» не соответствует. Для работы с разными парами вал поворачивают на следующие углы: 45, 225 и т.д.
Проверяем зазоры, заменяем шайбы
Сейчас мы на Ладе Калине регулируем не 8 клапанов, а два. Зазор между шайбой и толкателем измеряют щупами (фото 1). Для впускного клапана цифры должны составлять 0,20 мм, для клапана выпуска – 0,35 мм. Допуск составляет 0,05 мм.
Измерение и подготовка к замене
Если зазор не соответствует требуемому, к шпилькам прикручивают специальное устройство (фото 2). Затем поступают так:
- Толкатель клапана поворачивают прорезью к себе;
- Утапливают клапан вниз, для чего «клык» вводится между шайбой и кулачком;
- Между толкателем и распредвалом устанавливают фиксатор.
Смысл сказанного ясен по фото.
Процедура замены одной шайбы
«Старую шайбу» вынимают и заменяют её новой. Предварительно измеряют толщину обоих шайб. Пользуйтесь формулой R = B + (A – S), где:
- R – толщина шайбы для замены;
- A – измеренное значение зазора;
- B – толщина «старой шайбы»;
- S – 0,35 либо 0,20 мм.
Заметьте, что надписи на шайбе нанесены с одной стороны. Пусть эта сторона смотрит вниз!
Углы поворота и последовательность доступа
На практике удобно пользоваться таблицей:
| Угол поворота шкива от положения «0» | Выпускной клапан | Впускной клапан |
|---|---|---|
| 40-50 | 1 | 3 |
| 220-230 | 5 | 2 |
| 400-410 | 8 | 6 |
| 580-590 | 4 | 7 |
Вращая вал по часовой стрелке, мы идём по строкам сверху вниз. Ближе всего к шкиву находится клапан 1.
Артикулы и регламент
При установке крышки ГБЦ рекомендуют заменять резиновую прокладку. Её артикул – 21080-1003270-10. Последние цифры могут отличаться:
- 11 – изготовитель БРТ (Балаково);
- 12 – ELRING;
- 14 – ЗАО ВРТ (Волжск).
Все приспособления для регулировки являются универсальными. Артикулов у них нет.
Устройство для надавливания можно заменить отвёрткой. Фиксатор – тоже отвёртка, только тонкая. Интервал между регулировками – 30 тысяч км. Успехов!
Комментариев нет :
Отправить комментарий